| Home |
| Email John |
| Created 10/14/08 Last update 12/08/2010 |
Metal Vacuum Manifold
Metal Neon Manifold Rationale
Most neonists use glass manifolds because, well, just because. It's always been that way and things change slowly in the neon world. Glass manifolds have many disadvantages:
- They're very expensive
- They develop leaks around valves and ground glass joints
- They're fragile
- Unless you can work pyrex glass, when you break it, you're out of business until you can get it fixed.
- It can't trap debris and mercury from units being processed
- Cleaning requires careful disassembly and special techniques.
- Most require long lengths of small diameter tubulation tubing to attach units to be processed to the fixed attachment point.
- Flashbacks while bombarding are not infrequent and if your hand is in the wrong place, can be fatal.
Now let's examine the benefits of a cleverly designed metal manifold.
- Inexpensive.
- Can be built in most any shop using ordinary tools and materials
- Is leak-proof when quality materials and techniques are used.
- Cannot be broken (short of a sledge hammer or something)
- Easy to operate.
- Maintenance-free valves.
- Easily cleaned
- Debris and mercury are trapped at several points so that neither can make it back to the vacuum pumps.
- Flashbacks are harmless, as the metal is grounded.
- No extra tubulation tubing is necessary to connect the unit to the manifold.
- Can be heated with impunity to speed outgasing after the system has been shut down for awhile
A metal manifold does have one modest deficiency. Since it is metal and grounded, it is difficult to set up to bombard more than one unit at a time. In my shop, I've found that the speed of the process is such that I can do two units sequentially in about the same time as a glass manifold can do two in parallel.
What a Manifold Does
Before we design a manifold, let's review what the thing should do.
- It should easily and securely connect to the neon unit to be processed.
- It should easily meter vacuum to the unit.
- It should accurately measure that vacuum
- It should very quickly evacuate the unit while bombarding before the liberated impurities have a chance to cool and condense back in the tube.
- It should accurately and conveniently meter the fill gas
- It should accurately and conveniently measure the fill gas's pressure.
- It should trap debris when a tube being processed pops.
- It should be easy to clean.
- From a dead start it should pump down quickly and cleanly with little off-gassing.
- It should be safe from the risk of electrocution from the bombarder.
- It should ensure that the unit being processed is filled with the purest fill gas possible.
The system that I'm presenting here does all the above and more. The manifold cost about $100 to build, the thermocouple gauge about $150 and the diffusion pump around $300. The Welch vacuum pump came from an auction for $100 and required lots of TLC. For much less than $1000 one can build a vacuum system that rivals anything commercially available.
Instead of multi-hundred dollar high vacuum valves from the likes of Swagelock, I use inexpensive packless diaphragm type refrigerant valves. These are ubiquitous to the refrigeration world and are quite inexpensive. The force to open and close the valve is transmitted through a stainless steel diaphragm, making leakage impossible.
 Here
is a photo of a typical valve, compliments of
Johnstone Supply. The cost is in the $25-50 dollar range,
depending on which price column you get at the HVAC store.
Here
is a photo of a typical valve, compliments of
Johnstone Supply. The cost is in the $25-50 dollar range,
depending on which price column you get at the HVAC store.
The one negative aspect of these valves is that most use a polymer insert as part of the seat. Polymers absorb water and therefore outgas for some period of time when subjected to a vacuum. The quantity involved isn't great and at most, it'll take overnight to complete the outgassing. If, like most neonists, you leave your vacuum system on all the time, then this simply isn't an issue. If you turn it off at night but leave it sealed up so that moist air cannot intrude then it again is not a problem.
 The
figure at left shows a schematic diagram of the manifold. Starting at
the left is the mechanical roughing pump. This is connected to the
metal diffusion pump by a large diameter red rubber vacuum-rated hose.
The inlet of the pump is connected to the main vacuum valve. From the
vacuum valve is a short length of copper or steel tubing onto which is
connected a thermocouple gauge and a closed end absolute pressure manometer
calibrated in Torr (mm of mercury). Next is an optional vacuum
isolation valve. This valve, if included, allows the system to remain
under vacuum while the unit is tipped off, removed from the system and
another unit to be processed is installed.
The
figure at left shows a schematic diagram of the manifold. Starting at
the left is the mechanical roughing pump. This is connected to the
metal diffusion pump by a large diameter red rubber vacuum-rated hose.
The inlet of the pump is connected to the main vacuum valve. From the
vacuum valve is a short length of copper or steel tubing onto which is
connected a thermocouple gauge and a closed end absolute pressure manometer
calibrated in Torr (mm of mercury). Next is an optional vacuum
isolation valve. This valve, if included, allows the system to remain
under vacuum while the unit is tipped off, removed from the system and
another unit to be processed is installed.
Connected to that valve is a length of ordinary natural gas flex hose, commonly called a "Stinger" or "whip". Usually made of stainless steel, this is run from the rigid gas supply to, say, a water heater or furnace. A common size is a 3/4" with a flare fitting on each end. The stinger is usually supplied with a pair of 3/4" flare to 3/4" NPT adapters.
The reason for this stinger is so that the vacuum connection can be moved to the neon unit and not vice-versa. At the other end of the stinger is a custom-made adapter that goes from 3/4" flare to an O-ring compression fitting that the tubulation tubing is inserted into.

This illustration shows the fitting in more detail. The o-ring compression fitting is made from an ordinary 1/4" NPT male to 1/4" copper compression fitting adapter. The brass compression ferrule is discarded and the top of the fitting where the ferrule mated is filed flat and de-burred. Two or three Viton O-rings are place where the brass ferrule used to go. If necessary, the hole in the compression nut and the hole through the fitting is enlarged so that the tubulation tubing will easily slide in. When the nut is tightened, the O-rings form a vacuum-tight grip around the glass.
Fill Gas System
Probably one of the most innovative features of this design is the fill gas system. You'll notice from the illustrations that a "capillary tube" is used to connect the noble gas plumbing. This is ordinary refrigeration capillary tubing, available from any HVAC supply distributor.
 This
photo shows how the capillary tubing is packaged. It also shows how to
splice two lengths together by silver-soldering the ends into a length of
3/16" tubing and also how to adapt it to 3/16" tubing on the ends.
This tubing comes in several sizes. I use size 2 or 3.
This
photo shows how the capillary tubing is packaged. It also shows how to
splice two lengths together by silver-soldering the ends into a length of
3/16" tubing and also how to adapt it to 3/16" tubing on the ends.
This tubing comes in several sizes. I use size 2 or 3.
I use capillary tubing for several reasons. One, the small internal volume wastes a bare minimum of expensive noble gas. Second, and more importantly, it permits my unique high purity fill setup.
Refer to Detail A above again, you'll notice that the capillary tubing enters the vacuum system through the manifold end of the stinger. It extends the entire length of the stinger and into the adapter.
To understand why this is so beneficial, let's consider a conventional manifold.
 In
the illustration, the dark dots represent air and other impurities.
Ignore the red dots for a second. This is the condition that exists
after you've turned the bombarder off, opened the main vacuum valve and let
the system pump down as far as it will go. If you have a good system,
it will zero the micron gauge. If it's a little less than perfect, it
might reach 1 or 2 microns. Relatively speaking, there are still lots
and lots of molecules of stuff in the manifold and in the tube. Air,
water vapor, emissions from the electrode coatings and so on.
In
the illustration, the dark dots represent air and other impurities.
Ignore the red dots for a second. This is the condition that exists
after you've turned the bombarder off, opened the main vacuum valve and let
the system pump down as far as it will go. If you have a good system,
it will zero the micron gauge. If it's a little less than perfect, it
might reach 1 or 2 microns. Relatively speaking, there are still lots
and lots of molecules of stuff in the manifold and in the tube. Air,
water vapor, emissions from the electrode coatings and so on.
Now consider the instant you crack the neon valve to start adding neon gas. Neon is represented by the red dots. The pure neon gas flows from the valve to the manifold where it practically instantly expands to fill the manifold and shortly thereafter the neon unit. The problem is, it also sweeps much of the impurities back into the unit, impurities that your pump has just labored to remove!
Now look at Detail A above again. The pure neon gas flows through the capillary right up to the mouth of the tubulation tubing. At the fairly good vacuum that exists in the system, the mean free path (how far gas molecules travel before they collide with something) is fairly large. As the pure neon gas exits the capillary tubing, its momentum carries it into the neon unit's tubulation.
At the same time, some of the gas peels off and flows back into the manifold so as to equalize the pressure everywhere in the system as gas laws require. Here's the key. This mixture of impurities and neon never get to the unit because the flow carries it away from the unit.
Here's another illustration that shows the differences between the conventional method of gas admittance and my capillary tube method.

With a good vacuum system, the gas in the unit is so pure that a red tube goes pure red in a tiny fraction of a second after being energized. Usually that little kick of the bombarder that most guys give a filled tube to ensure the tube works is enough to bring the tube up to color. A tiny bit of off-color usually remains at the far end - after all, the impurities that remained in the unit itself are still there but have been swept to the far end - but that cleans up in seconds.
Even with a poor vacuum system such as one without a secondary pump (diffusion, turbo, etc), and with a mechanical pump capable of no more than 8 or 10 microns, the unit STILL comes up to color in seconds. (I am NOT advocating not using a secondary pump. This statement is strictly for illustration.)
This type of gas admittance is commonly used in other industries but to my knowledge and research, has never been used with neon or other illuminating tube. I researched it extensively with the notion of applying for a patent. I don't really like patents so with this web page I contribute this invention to the public domain.
The Overall Picture
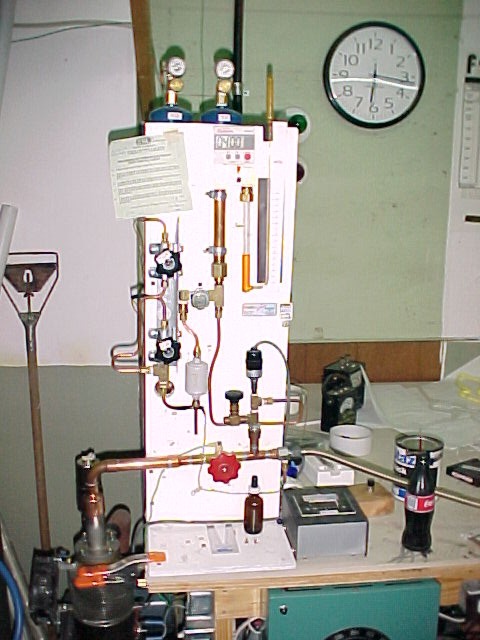 This
is a photo of an early version of my manifold. It does not reflect
my current system but it does illustrate the principles involved.
Unfortunately I don't have photos of my current system handy.
This
is a photo of an early version of my manifold. It does not reflect
my current system but it does illustrate the principles involved.
Unfortunately I don't have photos of my current system handy.
You can see several features. Starting at the top are the two 20 liter disposable tanks of noble gas from Spectra Gas. These guys are a dream to deal with, will sell to individuals, accept plastic and are about half the price of "neon suppliers". The tanks, which look like propane tanks, come with a CGA-580 connector but I removed that big bulky thing and connected directly to the instrument valve on the tank.
Actually I use these 20 liter tanks as my "day tanks" and refill them when empty from 200 liter tanks, also purchased from Spectra. The gas is cheaper that way. More importantly, if I make a mistake like opening a gas cock into the vacuum system, I only waste 20 liters or less instead of a large 200 liter tank. Don't laugh, it happens.

This is a close-up of the tank assembly. The tanks come equipped with those nice instrumentation needle valves, the 90 deg elbow and a female CGA-580 fitting. I drilled and tapped the elbows for the little pressure gauges. Since that photo was taken, I replaced all the teflon tape downstream of the needle valve with epoxy. The brass compression fitting has to be loosened to refill the tanks so I coat the ferrules with silicone vacuum grease instead of epoxy.
Proceeding down the photo, on the right is the closed end manometer. This type of manometer is VASTLY superior to U-tube manometers in that no valve is involved, it is impossible to suck the fluid out and minor zeroing is accomplished by sliding the scale. The system as pictured is under full vacuum and the gauge is zeroed. It is designed to use common DC-704 silicone diffusion pump oil.
 This
is a to-scale GIF of the manometer. Unfortunately it is difficult to
actually PRINT a gif to scale so later I'll supply a PDF of the file.
This
is a to-scale GIF of the manometer. Unfortunately it is difficult to
actually PRINT a gif to scale so later I'll supply a PDF of the file.
The manometer is attached to the manifold using a modified compression fitting similar to the one described above. The compression ferrule is removed and several vacuum-greased O-rings are substituted.
The large volume of brass tubing is used to slow down the velocity of oil in the event the glass is broken while under vacuum. Inside the brass tubing is some solvent- and then acid-cleaned steel wool. This grabs pretty much all the oil mist that has enough velocity to carry over.
In the center of the panel, at the bottom of the large brass tube is a tee with a needle valve, some plumbing and a refrigeration liquid line dryer. This is the atmospheric vent. The valve is cracked whenever it is desired to bring the system up to atmosphere or to allow air in such as during bombarding.
The refrigeration dryer is vital. It supplies desiccated air to the system. Keeping moisture out of an evacuated system makes subsequent pump-down go many times faster. The tube on the bottom of the dryer is soldered closed at the bottom. The flare nut is only slightly tight so that it can leak a little. There is enough thoroughly dry air contained in the dryer's volume to supply the system. The leak allows new air to slowly flow in at a rate the dryer can process.
Occasionally the dryer needs to be regenerated - that is, relieved of its moisture load. I simply tighten the flare nut, open the black knobbed valve fully, open the vacuum valve and let it pump overnight. Heating it with a hair dryer helps. I consider the dryer regenerated when the system has achieved a <10 micron vacuum with the dryer valved in.
The two valves on the left are the neon and argon metering valves. What I do is fill the capillary tubing between the tank valve and the metering valve with 10-15 psi of pressure and then crack the metering valves as necessary to supply noble gas to the unit. These are also packless refrigeration valves.
Moving on down the panel, we see the thermocouple vacuum gauge, the chrome and black object with the grey wire leading away. Below that is a Whitey needle valve with no routine purpose. About the only thing I use it for is to supply propane to the system when I'm processing a repaired mercury unit. Propane in the presence of the bombarding plasma reduces any mercuric staining compounds to metallic mercury.
On down the panel, the red knob is the main vacuum valve. The black box is the digital read-out for the thermocouple gauge and the silver tube headed off to the right is the corrugated stainless stinger.
Changes from that photo
Many things have been changed. The manometer has been moved down close to the main horizontal tubing and the 1/4" plumbing has been eliminated. Much of the copper tubing in the noble gas system has been eliminated. All threaded and compression fittings are sealed vacuum tight with Epoxi-Patch.
{kind=link}
Details
Making the Capillary Tube Setup
Since this is probably the most important part of my manifold design, we'll cover it first.

This photo shows the first step. This is the right end of the copper manifold. The 3/4" NPT female X 3/4" flare adapter that came with the stinger has had a 1/8" NPT hole drilled and tapped through the side of it. A length of capillary tubing has been threaded through the hole. Note the silicone vacuum grease on the flare part. This provides a vacuum-tight fitting while allowing the corrugated stinger to be easily removed for cleaning.
 This
photo shows the stinger attached. The capillary tubing is pushed
through the stinger until it protrudes out the far end. It will be
trimmed later.
This
photo shows the stinger attached. The capillary tubing is pushed
through the stinger until it protrudes out the far end. It will be
trimmed later.
 In
this photo, a 1/8" NPT X 3/16" compression adapter has been threaded in
place and a length of 3/16" copper tubing has been fitted over the capillary
tubing and into the compression fitting. Both the NPT threads and the
compression ferrule are sealed with Epoxi-Patch. The length of the
3/16" tubing is necessary to protect the fitting from the heat of silver
soldering to come.
In
this photo, a 1/8" NPT X 3/16" compression adapter has been threaded in
place and a length of 3/16" copper tubing has been fitted over the capillary
tubing and into the compression fitting. Both the NPT threads and the
compression ferrule are sealed with Epoxi-Patch. The length of the
3/16" tubing is necessary to protect the fitting from the heat of silver
soldering to come.
 In
this photo, the joint has been wrapped with a wet towel to keep it cool.
The end of the 3/16 tubing has been gently crimped around the capillary
tubing. Not hard enough to distort the capillary tubing but just
enough to hold it in place. The joint is then silver-soldered.
In
this photo, the joint has been wrapped with a wet towel to keep it cool.
The end of the 3/16 tubing has been gently crimped around the capillary
tubing. Not hard enough to distort the capillary tubing but just
enough to hold it in place. The joint is then silver-soldered.

In this photo the joint has cooled and the junction between the capillary tubing and the larger tubing has been wrapped with electrical tape that serves as a strain relief. The capillary tubing will work-harden and break after only a couple of flexures at the silver-soldered joint.
(not pictured) - Before applying the epoxy to the compression fitting ferrule, the fitting is taken apart, the end with the ferrule is held up, the assembly is gently heated and epoxy is dribbled in to fill the space between the capillary tube and the 3/16" tubing. Capillary action is allowed to make a nice round meniscus at the end of the larger tubing. This eliminates a lot of gas dead space that could trap impurities. After the epoxy is cured, the ferrule is coated with more epoxy and the nut tightened.
Neon End of the Capillary/Stinger setup
Unfortunately I don't have any good photos of the part that attaches to the tubulation glass. These two photos are the best that I can come up with

 These
photos show an experiment that I was doing, adding electrodes to an old CF
lamp to see how the phosphor performed at neon current. Just like neon
tubing :-) Anyway, the adapter is fairly clear, especially in the
second photograph.
These
photos show an experiment that I was doing, adding electrodes to an old CF
lamp to see how the phosphor performed at neon current. Just like neon
tubing :-) Anyway, the adapter is fairly clear, especially in the
second photograph.
My intent was to make this assembly as light as possible so as to stress the unit being processed the least.
What I did was to saw off the male end of the flare adaptor as shown above. I sawed the male thread from another compression fitting. I filed the two flat and silver-soldered them together. Both the hole in the nut and the hole in the brass fitting were reamed open so that the tubulation tubing would fit without binding. The conical part of the brass fitting where the brass ferrule used to go was filed flat and sanded smooth. Three silicone-vacuum-greased Viton O-rings are stacked where the ferrule would have gone.
In use, the tubulation tubing is simply inserted and the nut finger-tightened.
Mercury Trapping
One of the worst "oh shit" moments on the bombarding table is when a mercury unit burns through or cracks while being bombarded. The immediate inrush of air carries the mercury out of the mercury trap and back into the manifold. If you're a conscientious processor, you stop, disassemble your manifold, clean everything out and hope you get everything back together without breaking anything or having any leaks. If you're not so conscientious, well....
I designed my system not to suffer from this problem. There are two features. One, the corrugated stainless steel "stinger" is of large enough diameter that the gas velocity is slow even for a full break that the mercury drops quickly fall out. The corrugations catch and hold it. The second feature is that the last couple of inches of the stinger (toward the unit being processed) is loosely filled with nitric acid-polished fairly fine copper wool. Copper and mercury LOVE each other and practically instantaneously form an amalgam, especially when the copper's surface is chemically clean. Any mercury mist that comes through the tubulation immediately contacts the copper, falls in love and bonds forever :-)
Cleanup after a "mercury incident" consists of
- unscrewing the stinger at both ends and pulling it away from the capillary tubing.
- Shaking the stinger over the trash can, er, mercury disposal vessel.
- Picking out the copper wool.
- Heating the end of the capillary tube with a torch to evaporate any merc that may have amalgamated to the end.
- Putting the stinger back on the manifold, making sure the flare is properly greased with vacuum grease
- poking some copper wool in around the capillary tube
- Re-attaching the tubulation adapter.
It's about a 10-15 minute job. Sometimes when I have lots of time on my hands, I'll put the stinger in my shop oven and bake it at 450 deg for a couple of hours to ensure that the very last remnants of mercury are driven off. I'm not sure if this is necessary or effective but it makes me feel better.
The copper wool is straight from the grocery store. If your store doesn't carry it then McMaster-Carr is always there as a backup.
I can judge the effectiveness of my mercury trap by inspecting the inside of the copper manifold while I have the stinger off. Any merc that makes it that far will leave dark amalgam spots on the otherwise shiny copper. So far, no spots.
Pumping setup
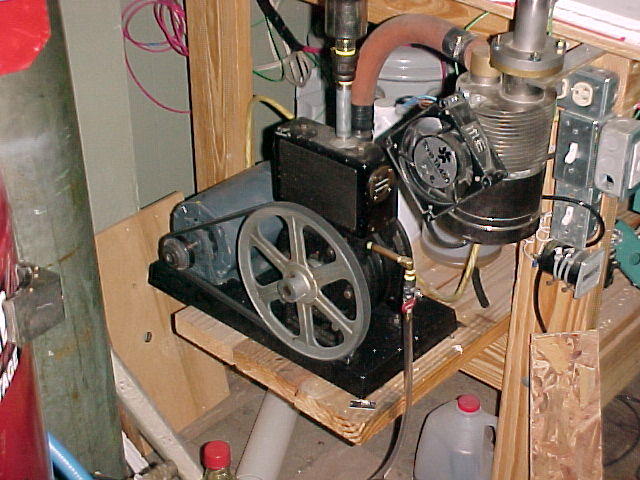 This
photo shows the general layout of my pumping system. The mechanical
pump is an old Welch Duo-Seal that I acquired at an auction. It was in
sad shape and required an overhaul that I performed myself. By the
time I got through with it, however, it would do 5 microns which is almost
spec.
This
photo shows the general layout of my pumping system. The mechanical
pump is an old Welch Duo-Seal that I acquired at an auction. It was in
sad shape and required an overhaul that I performed myself. By the
time I got through with it, however, it would do 5 microns which is almost
spec.
There are a couple of useful mods to the pump. One is the brass pipe and ball valve seen poking out of the right side of the pump. This makes it trivially easy to change the pump oil without making a big mess. I safety-tie the valve shut to preclude any possibility of it vibrating open.
The second interesting thing is the pipe and muffler assembly sticking straight up from the top of the pump. This is a lawn mower muffler packed with steel wool. It both muffles the loud slurping sound the pump makes as it works and it traps the oil mist that tends to emit when the pump has much of a gas load. The pump is almost as quiet as a modern direct drive unit.
The Diffusion Pump is a Varian unit removed from a helium leak rate tester. It was refurbished and fitted with a new heater by Dunaway Stockroom where I purchased it. It's a highly reliable, turn-it-on-and-forget-about-it pump. The little muffin fan provides more than adequate cooling.
To the right of the diff pump you see two switches, an hour-meter and part of the image of a spring-wound timer. This is my pump control. The hour meter keeps track of hours on the mechanical pump. The top switch turns on the mechanical pump and the bottom one the heater for the diff pump. The timer is in parallel with the mechanical pump switch. The switches are wired so that the diffusion pump heater cannot be turned on unless the mechanical pump is running.
It is considered bad practice to let a diffusion pump be exposed to air while at temperature. With the old organic fluid, there was a chance of explosion. Even with silicone oil, excessive air exposure can cause it to gum. Therefore I don't want to turn the mechanical pump off until the diffusion pump has cooled. That's where the timer comes in.
When I'm ready to quit for the night, I simply set 30-45 minutes on the spring-would timer and flip off both switches. The diffusion pump heater is immediately de-energized and the pump starts cooling. The spring timer, being in parallel with the switch, keeps the mechanical pump running. I turn out the lights and leave. In 30-45 minutes when the timer runs out, the mechanical pump is turned off.

As I'm turning the system off, I normally very slightly crack the atmospheric vent valve so that about 3-5 microns shows on the thermocouple gauge. Not enough to affect the diff pump but enough to quickly bleed the vacuum when the mechanical pump stops before any oil can be sucked out of the pump and back into the system.
This is a closer view of the control panel.
 Here's
a closer view of the diffusion pump. The heater is a donut shaped
affair bolted to the bottom. The little gadget attached to the lower
right of the pump with the blue heat-shrink is a Klixon thermostat that
controls the muffin fan.
Here's
a closer view of the diffusion pump. The heater is a donut shaped
affair bolted to the bottom. The little gadget attached to the lower
right of the pump with the blue heat-shrink is a Klixon thermostat that
controls the muffin fan.
I found that if I turned the muffin fan on with the heater power, it cooled the whole pump enough to delay its start by over an hour. Therefore I added the switch. It turns the fan on when the boiler reaches about 200 deg F and turns it off at about 195.
You can also see how I support the pump by its inlet flange. This takes any undue stress off the pump itself and is the method Varian recommends.
Other Changes and Details
Since these photos were taken, I have replaced all the soft solder joints with silver solder. The tin in soft solder has a non-zero vapor pressure at room temperature. Very little solder is actually exposed to the vacuum so I'm not sure how much effect this had on overall system performance but I know that it didn't hurt.
After all the copper tubing and stainless work was done, I boiled the whole assembly in concentrated lye, taking care to limit the refrigeration valve's polymer seats to much exposure. This removes any traces of organic material such as manufacturing lube, grease, fingerprints, flux and so on. Then I treated the interior of the copper tubing to a nitric acid pickling and polishing. I'm not sure of the concentration, as I added acid to the bath until I got the desired slight amount of nitric oxide production. This step removes any oxide coating on the copper that can trap gases and emit them over time, mimicking a leak - a so-called phantom leak.
I consider the lye cleaning essential. I'm not sure about the nitric acid. It would depend, I would think, on how oxidized the tubing is when obtained. Mine was fairly dark so chemical polishing seemed appropriate.
No Solder Approach
One thing that I want to try when I get a round tuit is making a manifold of this architecture using epoxy instead of silver solder. From experience with other vacuum systems, I know that the Epoxi-Patch (what Varian sells as Torr-seal for about $60!) essentially stops outgassing once it is baked for awhile. I believe that a manifold made up of epoxied joints and baked at 250 degrees for several hours will be as clean and vacuum-tight as a soldered one. If someone gets a round tuit before I do, please let me know the results.
--end--